
Princip činnosti ultrazvukového svařovacího stroje na plasty
Pojem a klasifikace zvukových vln
Vlny jsou způsobeny poruchami začínajícími v určitém bodě a šíří se nebo přenášejí do jiných bodů předem určeným způsobem. Akustická vlna je šíření vibrační energie v elastickém prostředí, druh elastické mechanické vlny. V kapalném nebo pevném médiu, když se hmotný bod odchýlí od své rovnovážné polohy, způsobí pružnou vratnou sílu uvnitř média. Tato elastická vratná síla je spojena se setrvačností systému, takže vibrace středního hmotného bodu jsou nepřetržitě přenášeny do sousedních hmotných bodů, čímž se generují a vyzařují zvukové vlny. Akustické vlny jsou elastické mechanické vlny. Frekvenční rozsah zvukových vln, které lidské ucho slyší, je obvykle mezi 20 Hz a 20 kHz, nazývá se slyšitelný zvuk. Zvukové vlny s frekvencí mezi 2×104Hz-2×109Hz se nazývají nadzvukové vlny a zvukové vlny s frekvencí nižší než 20Hz se nazývají infrazvukové vlny. (Infrazvuková vlna). Tyto neslyšitelné zvuky mají významný dopad na lidský život a mají také širokou škálu aplikací a perspektiv rozvoje.
| Frekvence/Hz | Funkce | |
| Infrazvuk | 〈20 | Lidské uši neslyší, přenosový útlum je velmi malý a přenosová vzdálenost je velmi dlouhá. |
| Slyšitelný zvuk | 20-2×104Hz | Může být slyšen lidským uchem |
| Ultrazvuk | 2×104Hz-2×109Hz | Frekvence šíření je vysoká, směr šíření je silný, střední vibrace jsou silné a šíření v tekutině může způsobit kavitaci. |
| Ultrazvuk | 2×109Hz-2×1012Hz | Útlum šíření je velký, vlnová délka krátká a frekvenční pásmo zhruba odpovídá mikrovlnce. |
Ultrazvuk se liší od běžných zvukových vln v následujících charakteristikách: vysoká frekvence, krátká vlnová délka, velká energie, odraz, lom, rezonance a ztráta energie během procesu šíření.
Princip a proces ultrazvukového svařování plastů
Ultrazvukové svařování plastů (ultrazvukové svařování) je bezkontaktní metoda svařování. Principem ultrazvukového svařování je přeměna proudu 50/60 Hz na vysokofrekvenční elektrickou energii 15, 20, 30 nebo 40 kHz pomocí ultrazvukového generátoru a přeměněná elektrická energie je přeměněna na podélné mechanické vibrace stejné frekvence pomocí ultrazvukového generátoru. zařízení pro přeměnu energie a poté se tato změna přenese do svařovací hlavy přes zařízení pro nastavení amplitudy a svařovací hlava přenese přijatou vibrační energii do spoje svařovacího originálu. Oblast s velkým akustickým odporem na rozhraní využívá tření k přeměně vibrační energie na tepelnou energii k vytvoření místní vysoké teploty. Teplo se koncentruje uprostřed svařovacího materiálu. Kvůli špatné tepelné vodivosti plastu se nemůže rozptýlit v čase, což způsobuje rychlé roztavení kontaktního povrchu plastu. Poté spojte spojovací plochy dohromady. Ultrazvukové svařování může být použito v procesu spojování většiny technických plastů, stává se jedním z důležitých technických zdrojů procesu spojování a má širokou škálu aplikačních vyhlídek. Síla svařování se může blížit pevnosti suroviny a vlastnosti materiálu nejsou přímo ovlivněny ani změněny. Metoda svařování má vlastnosti zachování plasticity materiálu a má malý vliv na elasticitu a mechanickou pevnost spojovaných dílů. Splňuje technické požadavky na technické lepení. .

Obrázek 1 Strukturní schéma principu činnosti ultrazvukové svářečky
Proces ultrazvukového svařování:
Napájecí zdroj aktivuje spouštěcí řídicí signál pneumatického převodového systému, válec natlakuje svařovací hlavu, aby klesla, a přitlačí svařenec, aby se spustil ultrazvukový generátor, aby fungoval, emitoval ultrazvuk a udržoval určitou dobu svařování, odstranil ultrazvukové emise a nadále udržoval určitý tlak po určitou dobu, odtlakujte a svařovací hlava Pick-up, svařování je u konce.
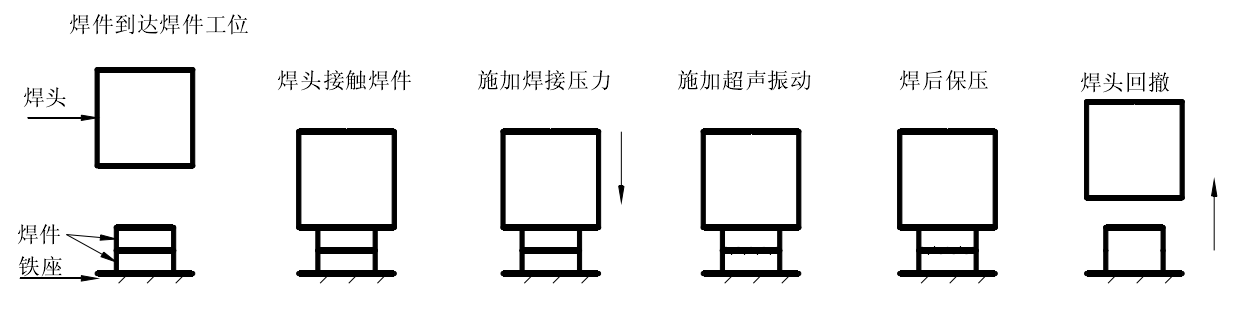

Obrázek 2 4 fáze procesu ultrazvukového svařování
V první fázi je svařovací hlava v kontaktu s dílem, vyvíjí tlak a začíná vibrovat. Teplo vzniklé třením roztaví energeticky vodivá žebra a tavenina proudí do povrchu spoje. Když se vzdálenost mezi oběma částmi zmenšuje, začne se zvětšovat posuv při svařování (zmenšení vzdálenosti mezi dvěma částmi v důsledku proudění taveniny). Nejprve se svařovací posuv rychle zvětší a poté se zpomalí, když se roztavená tyč vedení energie roztáhne a dotkne se povrchu spodní části. Ve fázi tření v pevném stavu je zahřívání způsobeno třecí energií mezi dvěma povrchy a vnitřním třením v součástech. Ohřev třením způsobí zahřátí polymerního materiálu na jeho bod tání. Výhřevnost závisí na frekvenci působení, amplitudě a tlaku;
Zvýšení rychlosti tavení ve druhém stupni vede ke zvýšení svařovacího posuvu a kontaktu mezi povrchy obou částí. V této fázi se vytvoří tenká roztavená vrstva a tloušťka roztavené vrstvy se zvyšuje v důsledku nepřetržitého zahřívání. Teplo v této fázi vzniká viskózním rozptylem;
Ve třetí fázi zůstává tloušťka vrstvy roztoku ve svaru nezměněna a při konstantním rozložení teplot dochází k ustálenému tavení;
Ve čtvrté fázi, po uplynutí nastaveného času nebo dosažení specifické energie, úrovně výkonu nebo vzdálenosti, se přeruší napájení, zastaví se ultrazvukové vibrace a začne čtvrtá fáze. Tlak je udržován, takže část přebytečné taveniny je vytlačena z lepené plochy. Maximálního posunutí je dosaženo při ochlazení a ztuhnutí svaru a nastává mezimolekulární difúze.
Technologie ultrazvukového svařování je široce používána v různých oborech a technologie postupně dozrává v nepřetržité praxi. V procesu ultrazvukového svařování plastů ovlivní kvalitu svařování výběr modelu zařízení, výběr pájky a návrh svařovacího tavidla. Před nákupem zařízení pro ultrazvukové svařování plastů by proto měla být provedena příslušná kontrola pro zlepšení kvality svařování plastů.



